許多在生產研磨加工時所會遇到的困難點,這些曙光都能夠為您解決
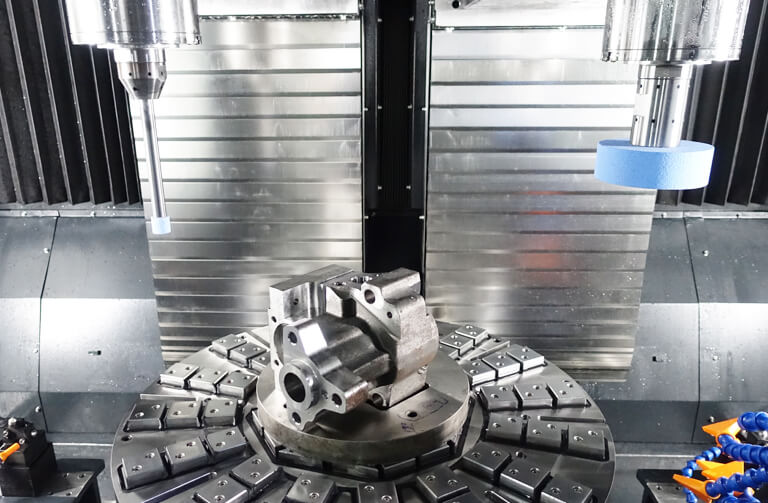
憑藉著多年累積的經驗,曙光可在6個月內為客戶從無到有,開創全新的加工解決方案與機台配置。我們會參考工序、選型、夾治具、刀具、進刀模式等各方面的條件,做專業的規劃,創造最高的生產能效,不論是車磨、搪磨、高低轉速複合式加工、異形研磨、齒輪研磨、偏心研磨、端齒研磨等,都可以放心交給我們。
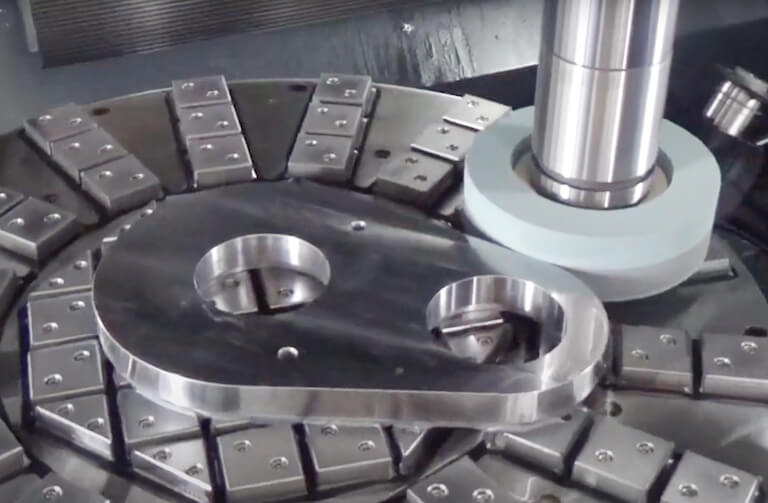
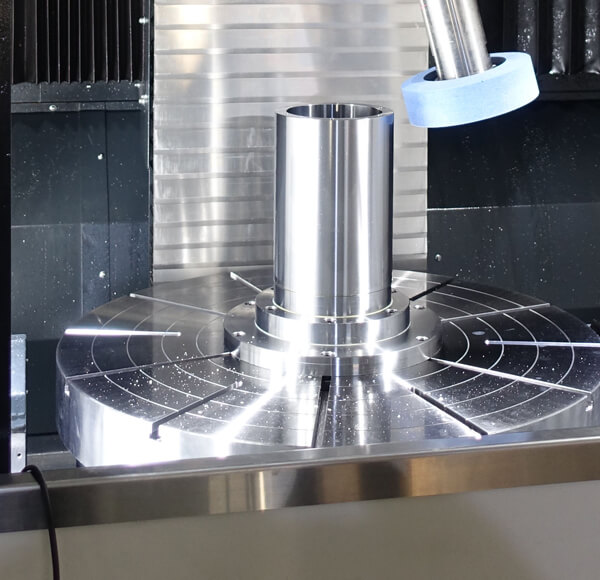
在主軸套管研磨上提供優勢解決方案
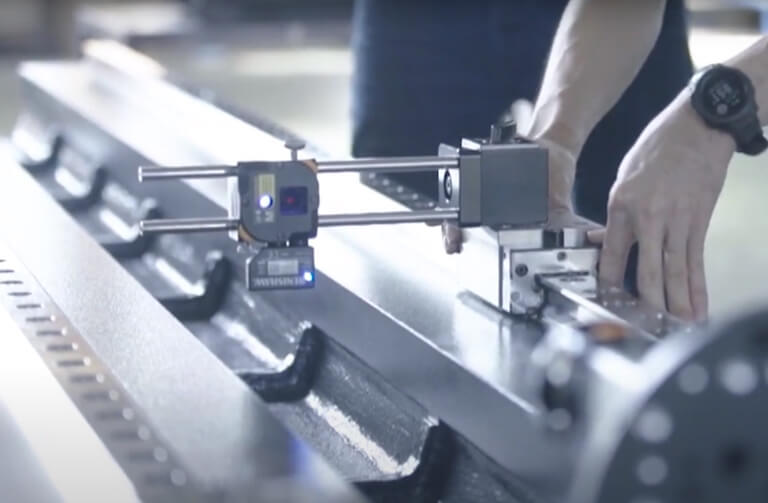
在規劃主軸套管研磨時,會需要應對同心度、真圓度、圓筒度的精度控制,這些規劃的好壞,將直接影響到客戶產線的加工效率,因此機械的選型一定要符合規劃的製程。選好機型後,要針對夾治具的設計下功夫,因為夾治具的規劃會影響到材料變形的問題、上下料的便利性,以及夾持的重覆精度。再來就是加工效率的規劃,包括了加工時間、刀具、進刀模式等的配置。
總體來說,立磨的設計加上交鑰匙工程規劃,可以讓客戶跳脫傳統臥式研磨時精度與工程往往綁在老師傅個人因素上的問題。我們的立磨主軸套管加工,只需透過簡單的夾治設計、加工圖式對話介面,即可快速掌握最佳的生產節奏。